E-mail: alvarcom@alvar.ltd WhatsApp:+86+17560918309

 |




















| Quantity: | |
|---|---|

Product advantages(Inventor of plastic-faced plywood machinery):
1.Environmentally friendly and healthy, without formaldehyde addition.
The production line uses PP film and environmentally friendly hot melt adhesive (such as PUR adhesive). From the base material to the veneer, no formaldehyde is added throughout the process. The product can reach the highest environmental protection level (such as ENF level), meeting the health requirements of modern homes.
2.Efficient and flexible, cost reduction and efficiency improvement
The production line is highly automated, enabling continuous flat pressing and rapid rewinding. It has a high production speed, low waste rate, and can flexibly meet the demands of small-batch and multi-color orders, significantly enhancing production capacity and efficiency.
3.Excellent quality, outstanding finish
The produced panels have a surface that is wear-resistant, scratch-resistant, and corrosion-resistant. The texture is clear and realistic, the color is bright and consistent, and the overall performance of the product is excellent, with strong market competitiveness.
PP plywood mechanical parameters | |
| Total power | 150KW |
| Delivery time | 28days |
| Capacity | 150pcs/hr |
| Mechanical specifications | 31mx7mx3. 6m |
| Mechanical weight | 28tons |
| Production size | 6mm-22mm |
| Number of operators | 2 person |
| Machine type | 7th generation |
| Production year | 2025 |
| Power mode | Electric Drive |
| Power consumption | 140 degrees/ hr |
| Trouble shooting | Automatic remote trouble shooting |
| Machine debugging | Automatic remote debugging |
R&D Ideas And Product Introduction

Machine Composition And Production Process

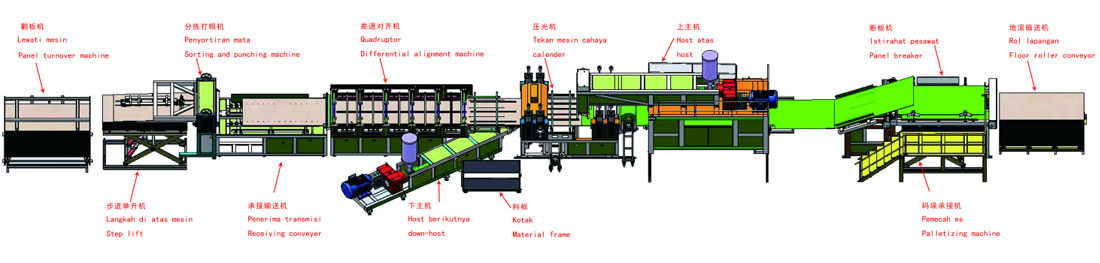
| Step 1: Align the two sides of the Osson slab billet picked up by forklift to facilitate the double-sided drilling in the later stage without deviation. Parameter table: 1.Worm gear reducer 150 model 2.Using four levels of motor 1.5kw, national standard three energy consumption |
Step 2: After the slab automatically enters the drilling machine, the lifting platform automatically raises the height of one slab to keep the slab flat with the drilling machine Parameter table: Worm gear reducer 150 model, Adopting a four stage 1.5 kW motor High power hydraulic station, motor 3 kW, four levels, all drums are galvanized. |
|
| Step 3: Drill holes on the surface of the template substrate, with a spacing of about 1cm between each hole and a depth of 3mm, in order to increase the adhesion between the recycled PP plastic and the building template substrate. Parameter table: 1. Eye catching tablets are made of customized manganese steel 2. Worm gear reducer 175 model 3. Adopting a motor with four levels of 7.5 kilowatts and national standard three energy consumption |
5 Differential Machine Step 4: The perforated slab is automatically fed into the differential machine for ash and slag removal, and enters the next stage Parameter table: All aluminum high-speed booster fan, 0.75 kW Step 5: Automatically connect each slab that has been punched and fed in, so that each slab forms a wireless extended whole 1. All aluminum RV reducer, copper shaft 2. The all aluminum motor has a fourth level of 3 kilowatts and meets the national standard for third level energy consumption. |
|
| Step 6: When the regenerated PP plastic particles are heated to around 260 degrees Celsius with electricity, the PP particles are dissolved. Then, the dissolved PP plastic is extruded into a sheet from the grinding tool under high pressure and evenly cast on the surface of the template substrate. Parameter table: 1. The motor adopts a four stage motor of 75KW 2. Transmission; European standard hard tooth surface gearbox 225 model, quantity (1 unit) 3. Screw; European standard 100 model, surface galvanized and alloy plated, quantity (1 unit) 4. Grinding tools; European standard 1400mm model, special grinding tool steel, quantity (1 unit) |
Step 7: Apply high pressure to the hot melt plastic laid on the surface of the slab and press it into the holes on the board surface, allowing the plastic to bond with the wood Better adhesion together while covering the surface film flattening and calendering Parameter table: 1. All aluminum RV reducer, copper shaft 2. All aluminum motor with four levels and 3 kilowatts |
|
| The workflow of upper host, the lower host and the calendering machine After the hot-melt PP sheet is cast onto the substrate surface, a mirror roller is used to wrap the PP green film (like asphalt paving) on the laid substrate surface and roll it, so that the dissolved plastic solution is squeezed into each eye hole on the substrate surface. At the same time, the PP green film is rolled onto the dissolved plastic surface, and the high temperature of the hot-melt PP sheet is used to completely melt the PP green film and plastic surface together. The rolling is matte, so that the hot-melt plastic surface is integrated with the template substrate and never peels off. At the same time, uniformly roll the uneven surface of the building template substrate (with a positive and negative error of less than 0.5MM) to a uniform flatness, so as to unify the color, brightness, and brightness of the plastic template surface. |
Step 8: Dissolve the regenerated PP particles at high temperature and evenly spread them on top of the slab Parameter table: 1. Motor; Using a four stage motor of 5 kW, quantity (1 unit) 2. Transmission; European standard hard tooth surface gearbox 225 model, quantity (1 unit) 3. Screw; European standard 100 model, surface galvanized and alloy plated, quantity (1 unit) Grinding tools; European standard 1400mm model, special grinding tool steel, quantity (1 unit) |
|
| Step 9: Use gravity to fold and separate the plastic coated and pressed board. Simultaneously stack and align Parameter table: 1. Cycloid pinwheel gearbox 2. Adopting a four stage motor with a power of 0.75 KW 3. High power hydraulic station, motor 3 kW, four levels 4. All lifting platform rollers are galvanized |
Step 10: Use the finished plywood with cut edges to stack and wait for the forklift to cut the edges Parameter table: Motor 3 kW Level 4 (1 set) Cutting edge and shaping template Adopting spray painting anti-corrosion and waterproof treatment The processed plastic template is packaged and stored in the warehouse |
|
Production cost analysis | ||||
| Name | Unit price | Quantity used/board | Cost/sheet | Remark |
| Plastic particles | ¥2500/ton | 3.5kg/sheet | ¥8.8/sheet | China market price |
| Steel film | ¥20000/ton | 3500sheets/tons | ¥5.8/sheet | China market price |
| Electricity bill | ¥140/hr | 150sheets/hr | ¥0.9/sheet | China market price |
| Cost per sheet | 15.5RMB | |||
| Note: The plastic on both sides of PP plywood can increase the thickness by0.8mm | ||||











